Управление на опъването на машината
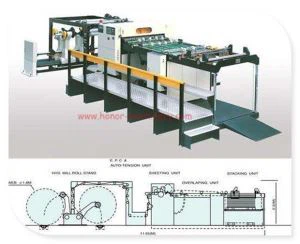
След като алуминиевото фолио е отпечатано и покрито, е необходимо да се извърши разрязването след щамповането на шлифовъчния материал, разрязването на полуфабрикат с голям обем в необходимия размер и задействането на разрязания полупроводников продукт на разрязването машината е процес на развиване и намотаване. Този процес включва две части от управлението на скоростта на движение на машината и контрола на опъването. Така нареченото напрежение е да дърпате алуминиевото фолио и да го превъртите в сърцевината според стандарта, трябва да приложите известно напрежение към алуминиевото фолио и да опънете теглителната сила, което напрежение е контролната сила на алуминиевото фолио. Контролът на напрежението се отнася до способността за постоянно да контролира напрежението на алуминиевото фолио, докато се движи върху оборудването. Този контрол трябва да бъде ефективен при всяка скорост на машината, включително ускорение на машината, забавяне и равномерна скорост. Дори и в случай на аварийно спиране, той има способността да гарантира, че алуминиевото фолио не причинява никакви повреди. Управлението на напрежението на разклонителя е основно ръчно управление на опъването и автоматично регулиране на напрежението. Ръчното регулиране на напрежението означава, че когато диаметърът на намотката се промени на определено ниво по време на процеса на навиване или размотаване, операторът настройва устройството за ръчно захранване, за да постигне целта за управление на опъването. Автоматичното регулиране на напрежението е сензор за напрежение, който измерва директно действителната стойност на напрежението на лентата, след което преобразува данните от напрежението в сигнал за напрежение и я връща обратно на контролера за опъване. Сравнявайки този сигнал с предварително зададената стойност на напрежението на контролера, се изчислява управляващият сигнал. Устройството за автоматичен контрол на изпълнението прави действителната стойност на напрежението и предварително зададената стойност на напрежението равни, за да се постигне целта за стабилизиране на напрежението. Размерът на опъването на намотката и отвиването на оборудването влияе директно върху добива на продукта, напрежението е твърде голямо, намотката е твърде стегната, алуминиевото фолио лесно създава бръчки, напрежението е недостатъчно и алуминиевото фолио може да предизвика сериозно изместване на шахтата и шахтите, което води до невъзможност за развъртане и предизвикване на голяма люлка на макарата при рязане, оказва влияние върху качеството на рязане, така че устройството за отрязване трябва да има добра система за откриване на напрежение.